Håltagning
För att rengöringsvätskor och zink ska kunna tränga in i konstruktionen är det därför viktigt att den förses med både luftningshål och dräneringshål. Innestängd luft måste kunna evakueras och överflödig zink och rengöringslösningar måste kunna rinna ut.
En annan anledning som gör håltagning viktig är att det sker en markant tryckökning i ihåliga konstruktioner när de sänks ner i det varma zinkbadet. Saknas då luftningshål riskerar konstruktionen att sprängas sönder då innesluten fukt och vätska förångas.
Luftningshålen bör placeras i konstruktionens högsta punkt (sett till hur den doppas i zinkbadet) och dräneringshålen i dess lägsta punkt för att överflödig zink enkelt ska kunna rinna ut.
Rekommenderade hålstorlekar anges i tabellen nedan.
| Rör - KKR, VKR dim.mm | Minsta hål diameter i mm och antal hål | ||||
|---|---|---|---|---|---|
 |
 |
 |
1 | 2 | 4 |
| < 15 | < 15x15 | < 20x10 | 8 | ||
| < 20 | < 20x20 | < 30x15 | 10 | ||
| < 30 | < 30x30 | < 40x20 | 12 | 10 | |
| < 40 | < 40x40 | < 50x30 | 14 | 12 | |
| < 50 | < 50x50 | < 60x40 | 16 | 12 | 10 |
| < 60 | < 60x60 | < 80x40 | 20 | 12 | 10 |
| < 80 | < 80x80 | < 100x60 | 20 | 16 | 12 |
| < 100 | < 100x100 | < 120x80 | 25 | 20 | 12 |
| < 120 | < 120x120 | < 160x80 | 30 | 25 | 16 |
| < 160 | < 160x160 | < 200x120 | 40 | 25 | 16 |
| < 200 | < 200x200 | < 260x140 | 50 | 30 | 16 |
| Vid osäkerhet - gå upp i storlek | |||||
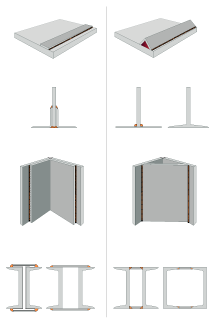
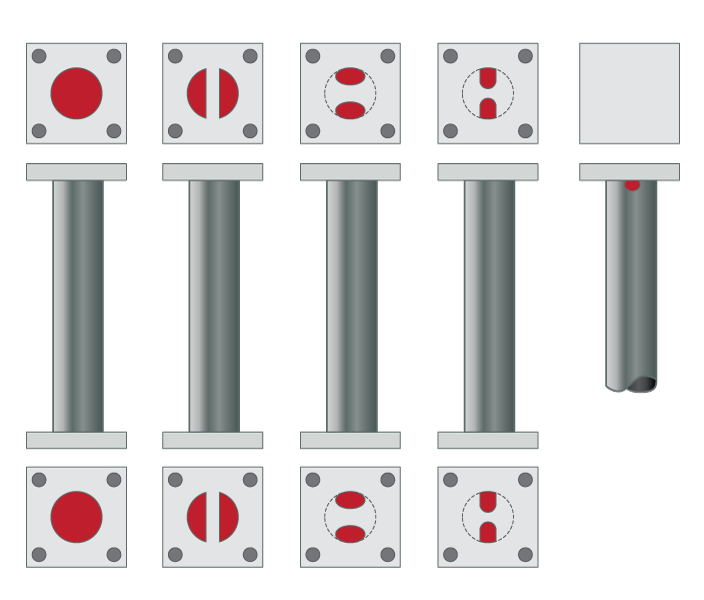
Exempel på håltagning ges i illustrationerna till höger. Är du som konstruktör eller kund osäker på hur håltagningen skall utföras är du välkommen att kontakta oss. Håltagning bör projekteras redan i konstruktionsstadiet, men kan också utföras efteråt genom borrning, slipning eller gasskärning.

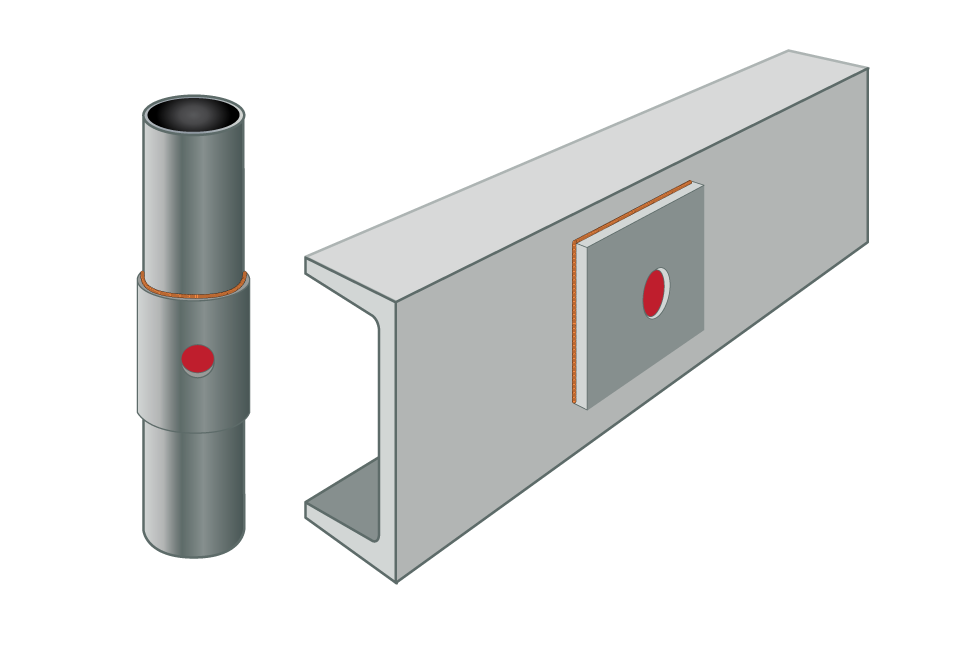
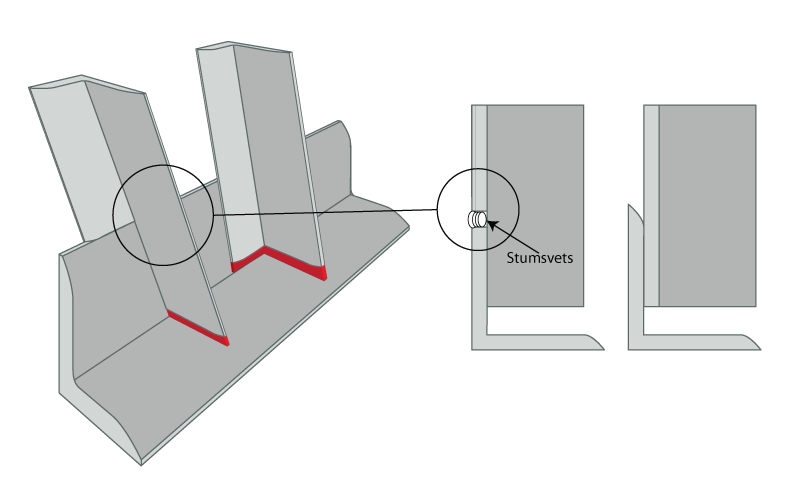
Undvik syragömmor
Konstruktioner skall utformas så att smala spalter inte uppstår. Stumsvetsar är betydligt bättre än överlappssvetsar för gods som ska varmförzinkas. Måste överlappssvetsar användas skall de svetsas runt hela fogen. Det är viktigt att genomgående porer inte uppstår.
Är spalten mellan anliggningsytorna större än ca 70 cm² måste luftningshål tas upp p.g.a. explosionsrisken.
Olämplig form
Bättre form
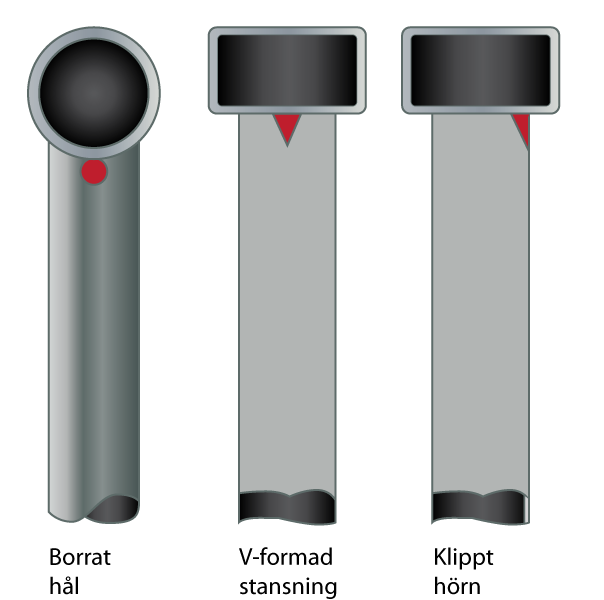
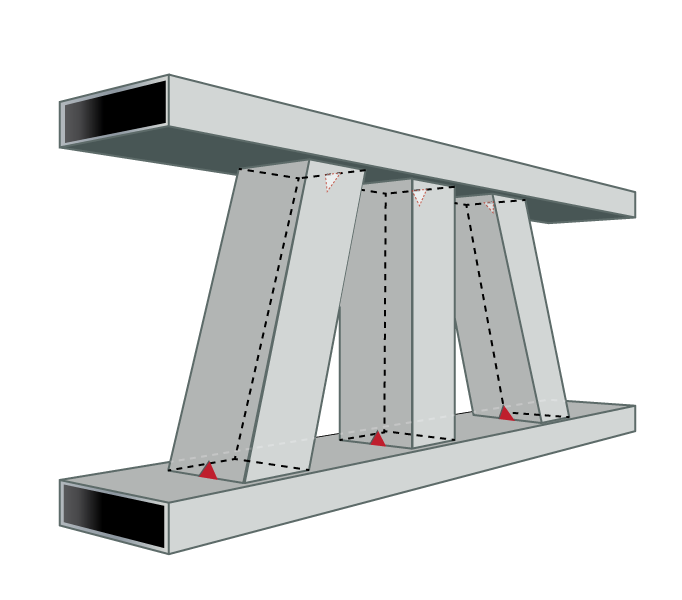
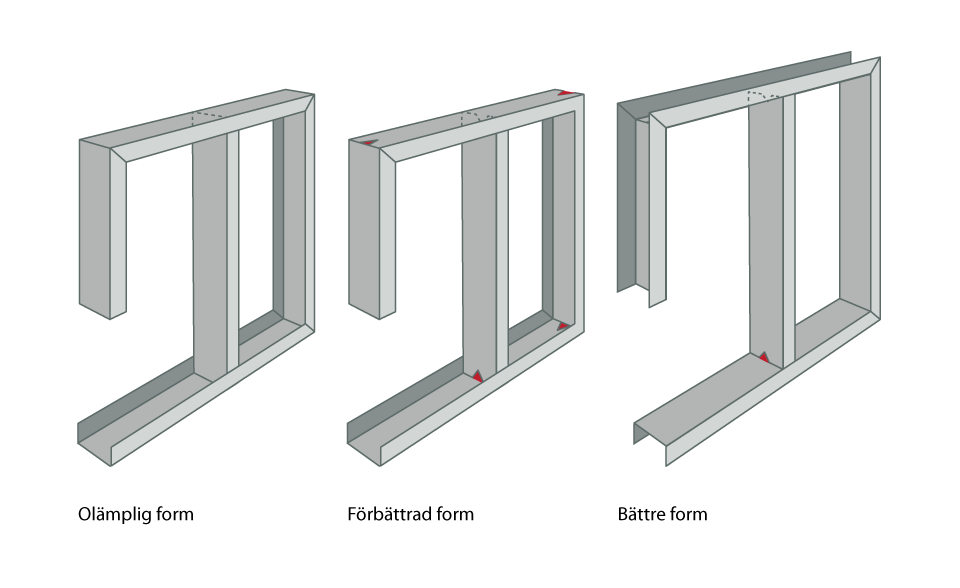
Undvik fickor
Konstruktionen skall utformas så att zinken kan rinna av fritt från alla ytor vid upptagningen ur zinkbadet. Zinkskiktet får i annat fall klumpar och rinningar.
I en bra konstruktion undviks detta enkelt genom att klippa av hörnen i påsvetsade detaljer. Vid hopsvetsning av u-profiler vänds flänsen uppåt och påsvetsade element förses med hål där zinken kan rinna fritt.
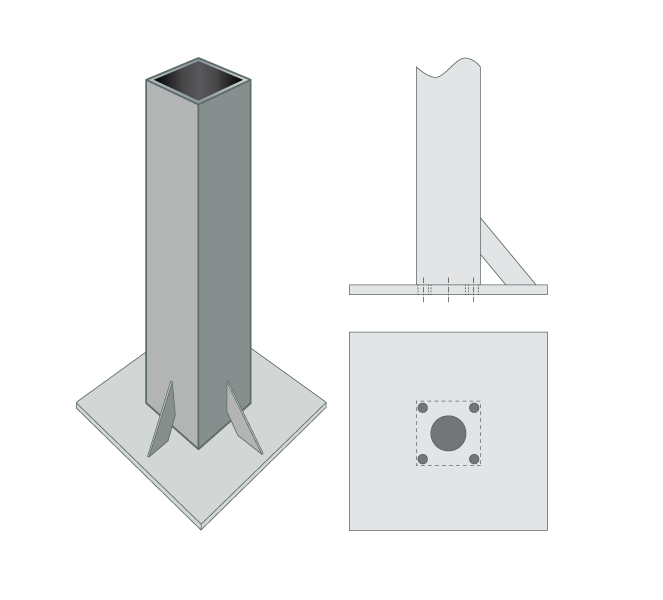
Rör med bottenplatta
Rör som svetsas på en bottenplatta bör förses med avrinningshål i bottenplattan så att överflödigt zink kan dräneras. Stora hål är att föredra om konstruktionen och hållfastheten tillåter det.
Förstärkningar mellan rör och bottenplatta bör utformas så att zinken kan rinna fritt vid upptagningen ur zinkbadet.
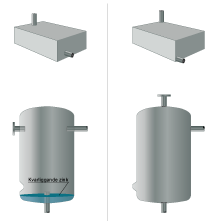
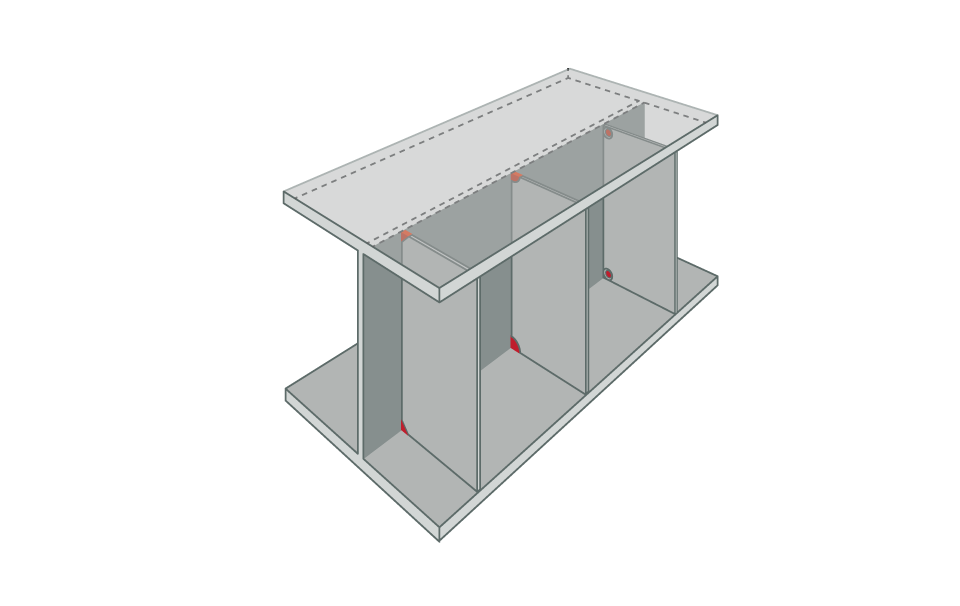
Konstruktionsråd för kärl och behållare
I behållare skall inskjutande rörstosar undvikas. Rörstosar bör placeras i hörn eller diagonalt, annars kan inte behållaren tömmas på zink.
Kontakta oss för fler konstruktionsråd.
Olämplig form
Bättre form